新闻资讯
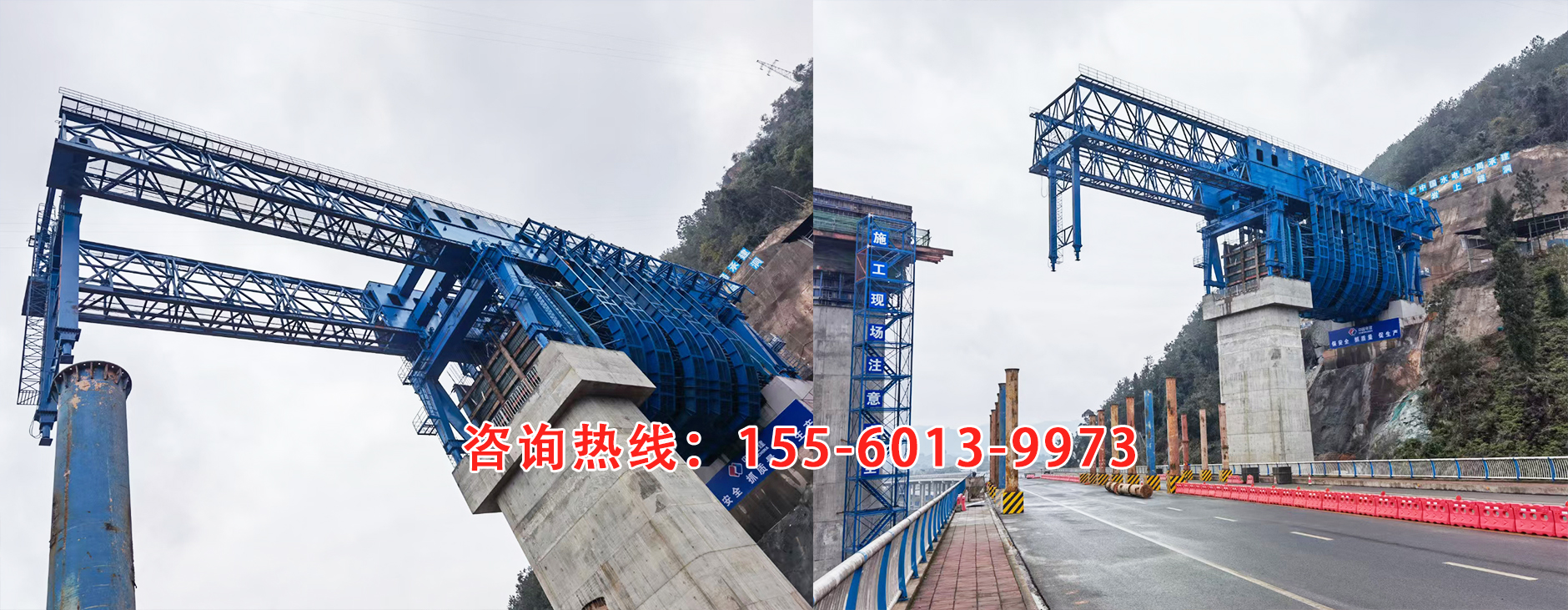
新疆哈密龙门吊厂家 单悬臂龙门吊焊接工艺与变形控制:给“钢铁臂膀”焊牢筋骨、控稳身形
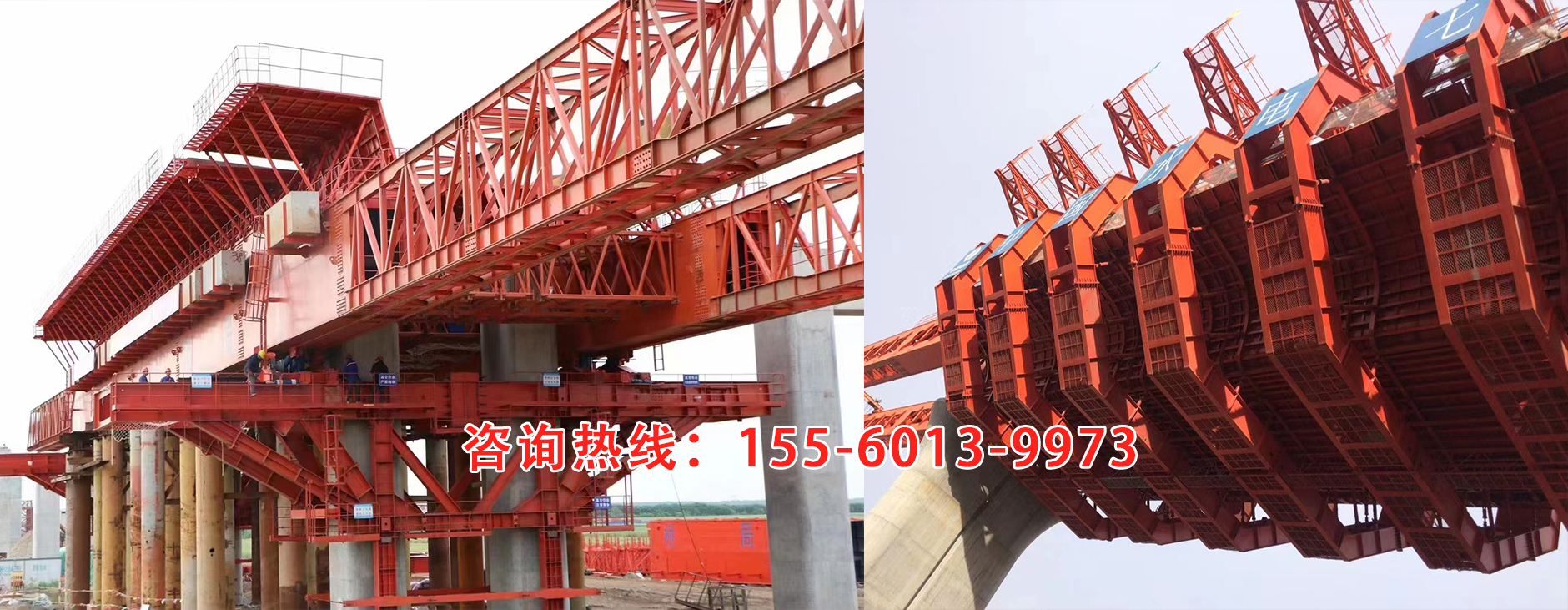
单悬臂龙门吊的“钢铁骨架”,全靠焊接工艺筑牢根基,而变形控制则是守住结构精度的关键。单侧延伸的特殊结构,让支腿、主梁、悬臂等核心部位焊接时受力不均,很容易出现弯曲、倾斜、收缩等变形问题——焊得不实会留下安全隐患,变形超标则会影响设备运行平稳性。一套靠谱的焊接工艺,搭配科学的变形控制手段,才能让“钢铁臂膀”既够坚固,又能保持精准身形。

焊接工艺的核心,是“精准匹配、规范操作”,给结构焊出扎实可靠的“筋骨”。首先得选对“焊接材料”,单悬臂常用的Q355B等低合金高强钢,要搭配E50系列低氢焊条或ER50-6焊丝,就像给钢材选对“专属粘合剂”,既能保证焊缝强度和母材匹配,又能减少氢致裂纹风险。焊材使用前还得做好预处理,焊条要提前烘干去潮气,焊丝要避免受潮生锈,待焊区域也要打磨干净,去除铁锈、油污,露出金属光泽,防止杂质混入焊缝形成夹渣、气孔。
不同部位的焊接工艺,要适配其受力特点“量身定制”。主梁和支腿对接处是受力核心,多采用埋弧焊或CO₂气体保护焊,厚板部位会提前开好坡口,采用多层多道焊的方式,层层焊透又能控制热输入,避免局部过热导致开裂;悬臂与主梁的连接焊缝,要承受单侧吊运的扭矩,需采用对称焊接工艺,两名焊工同步作业,从中间向两端逐步施焊,确保焊缝均匀受力;而隔板、护板等次要部位,可采用手工电弧焊,兼顾效率与实用性。焊接时还要控制好电流、电压和焊接速度,避免热输入过大或过小,让焊缝成形美观、内在坚实。
变形控制就像给“钢铁骨架”做“身形校准”,核心是预判变形、提前干预,避免焊后“歪歪扭扭”。最常用的是反变形法,焊接前根据经验预判变形方向,提前给工件预留反向弧度——比如主梁焊接前,人为给它预弯一个轻微的上拱度,焊后冷却收缩时,变形力会刚好把它拉回平整状态;支腿焊接时,提前向变形相反方向调整角度,避免焊后出现倾斜。
刚性固定法则是用“外力约束”控制变形,焊接时用工装夹具、临时支架把工件牢牢固定在刚性平台上,就像给工件“锁死身形”,限制其焊接过程中的自由收缩。比如焊接悬臂对接缝时,用型钢支架从两侧夹紧,防止焊接时出现侧弯变形;主梁焊接时,在底部加装临时支撑,避免因自重和焊接应力导致下挠。这种方法虽能有效控形,但会增加内部残余应力,焊后通常需要配合去应力处理。
焊接顺序的优化的也是控形关键,核心是“对称施焊、分散热输入”。避免从一端单向焊接,而是采用分段退焊、跳焊的方式,把长焊缝分成短段逐一焊接,让热量均匀分布,减少局部过热收缩不均的问题。比如主梁翼缘板焊接,从中间向两端分段跳焊,两名焊工对称操作,同步完成两侧焊缝,最大限度抵消收缩应力;隔板焊接时,先焊一侧、再焊另一侧,不急于一次性焊完,给工件留出散热和应力释放的时间。
焊后矫正则是“亡羊补牢”的最后防线,若出现轻微变形,可采用火焰矫正或机械矫正。火焰矫正需控制好加热温度,不超过800℃,避免损伤母材性能,同一部位矫正次数不超过3次,加热后自然冷却,不应急冷;机械矫正则用千斤顶、矫正机等工具缓慢施加外力,将变形部位矫正至达标。同时,重要焊缝焊后还需进行无损检测,排查内部缺陷,确保焊接质量和结构精度双达标。
对单悬臂龙门吊而言,焊接工艺是“筑牢根基”,变形控制是“守住精度”。只有让扎实的焊接工艺搭配科学的控形手段,才能让“钢铁臂膀”既坚固耐用,又能保持精准身形,在后续单侧吊运作业中稳控自如,牢牢守住安全底线。
